There is a popular thread called:
"Spot Welding Copper Strips to 18650 Battery Cells"
Spot Welding Copper Strips to 18650 Battery Cells
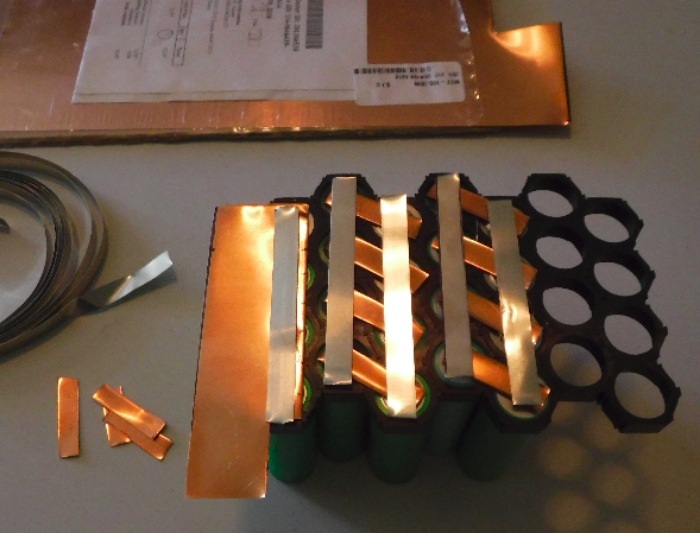
It is the place where the copper/nickel sandwich method was first reported, and enough interest has been shown that some members have asked that this method be given it's own thread. In short...copper foil is inexpensive and readily available as a bus material, but it is notoriously difficult to weld directly to the ends of 18650 cells (currently requires an expensive laser-welder).
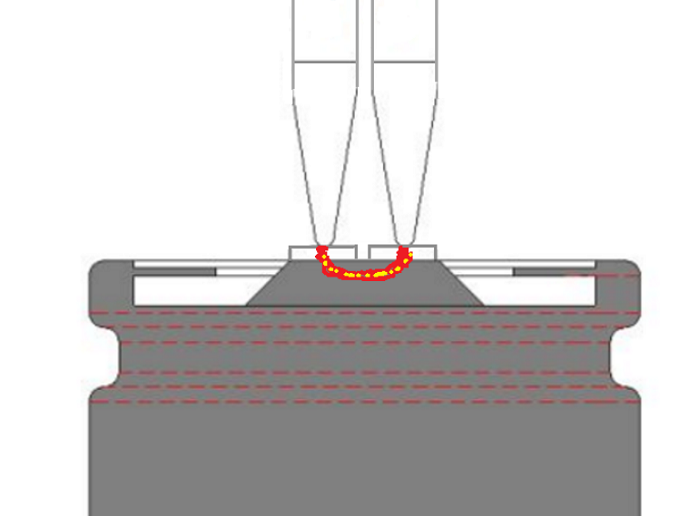
If you overlay nickel (*or steel) ribbon on top of the copper, any one of the common "pocket welders" (kWeld/Malectrics...kWeld is more expensive, but is capable of higher currents) will be able to weld this combination onto the cells. The nickel only facilitates the welding, so it is not a conductor in this configuration, since current will follow the path of least resistance, which is obviously the copper (copper is four times more conductive than nickel).
The common and affordable 0.15mm thick nickel has proven to be adequate, and the nickel-plated steel ribbon will also work quite well.
The parallel connections can be just about any material that is conductive, since the current is quite small for all cells (less than 1A under all conditions). Nickel, and nickel-plated steel ribbon will work quite well for paralleling. They act as a resistor to slow cell equalization.
However, the series connections handle the current of the pack, so using copper there is the best material.
COPPER FOIL
one-mil is 0.001-inch
0.10mm___4-mil__38 ga
0.15mm___6-mil__34 ga
0.20mm___8-mil__32 ga
Pic courtesy of ES member "kdog"

Resistance of materials in Ohms
0.7 x10^-6 Ω.cm COPPER
2.6 x10^-6 Ω.cm ALUMINUM
6.0 x10^-6 Ω.cm ZINC
6.9 x10^-6 Ω.cm NICKEL
9.7 x10^-6 Ω.cm IRON (STEEL)
Conductivity in IACS
100 Copper
61 Aluminum
27 Zinc
22 Nickel
5 Iron-Steel
xxxxxxxxxxxxxxxxxxxxxxxxx
There is enough evidence in now that the optimum method has been identified.
 "...This whole copper under nickel looks pretty cool! I took an ohm reading and it went from 10-mOhms to 1-mOhm across the busbar. Thats awesome! .005 copper with .010 nickel..." Shea Nyquist, Facebook e-motorcycle
"...This whole copper under nickel looks pretty cool! I took an ohm reading and it went from 10-mOhms to 1-mOhm across the busbar. Thats awesome! .005 copper with .010 nickel..." Shea Nyquist, Facebook e-motorcycle
"Spot Welding Copper Strips to 18650 Battery Cells"
Spot Welding Copper Strips to 18650 Battery Cells
It is the place where the copper/nickel sandwich method was first reported, and enough interest has been shown that some members have asked that this method be given it's own thread. In short...copper foil is inexpensive and readily available as a bus material, but it is notoriously difficult to weld directly to the ends of 18650 cells (currently requires an expensive laser-welder).
If you overlay nickel (*or steel) ribbon on top of the copper, any one of the common "pocket welders" (kWeld/Malectrics...kWeld is more expensive, but is capable of higher currents) will be able to weld this combination onto the cells. The nickel only facilitates the welding, so it is not a conductor in this configuration, since current will follow the path of least resistance, which is obviously the copper (copper is four times more conductive than nickel).
The common and affordable 0.15mm thick nickel has proven to be adequate, and the nickel-plated steel ribbon will also work quite well.
The parallel connections can be just about any material that is conductive, since the current is quite small for all cells (less than 1A under all conditions). Nickel, and nickel-plated steel ribbon will work quite well for paralleling. They act as a resistor to slow cell equalization.
However, the series connections handle the current of the pack, so using copper there is the best material.
COPPER FOIL
one-mil is 0.001-inch
0.10mm___4-mil__38 ga
0.15mm___6-mil__34 ga
0.20mm___8-mil__32 ga
Pic courtesy of ES member "kdog"
Resistance of materials in Ohms
0.7 x10^-6 Ω.cm COPPER
2.6 x10^-6 Ω.cm ALUMINUM
6.0 x10^-6 Ω.cm ZINC
6.9 x10^-6 Ω.cm NICKEL
9.7 x10^-6 Ω.cm IRON (STEEL)
Conductivity in IACS
100 Copper
61 Aluminum
27 Zinc
22 Nickel
5 Iron-Steel
xxxxxxxxxxxxxxxxxxxxxxxxx
There is enough evidence in now that the optimum method has been identified.
[Darren2018] the combination that yielded the highest [tearout] strength with the least amount of energy was 0.10 nickel plated steel with 0.10mm copper...I have managed to get extremely strong welds on 30J with 0.10 copper and fully split 0.10 nickel plated steel
[Rio Cole] I am using 0.10mm copper sheet and the nickel plated steel is 0.15 thickness. I am using 60J with this material. I think a wide range of Joule would likely work fine. I strongly believe from my short bit of experience doing this that the sharp pencil-like shape of the electrodes is the key to being able to have full confidence in each weld
[ian M Molina] Welder: kWeld @ 110J
Battery: generic car battery 59533 (740A 95Ah), 0.15mm Nickel + 0.15mm Copper
[vanturion] The combination of 0.20mm copper + 0.15mm nickel-plated steel went much better with consistently strong welds at only 70J
Last edited: