Wow! What an awesome response. Thanks heaps guy's, there's some very sensible idea's there!
Cheers
Cheers

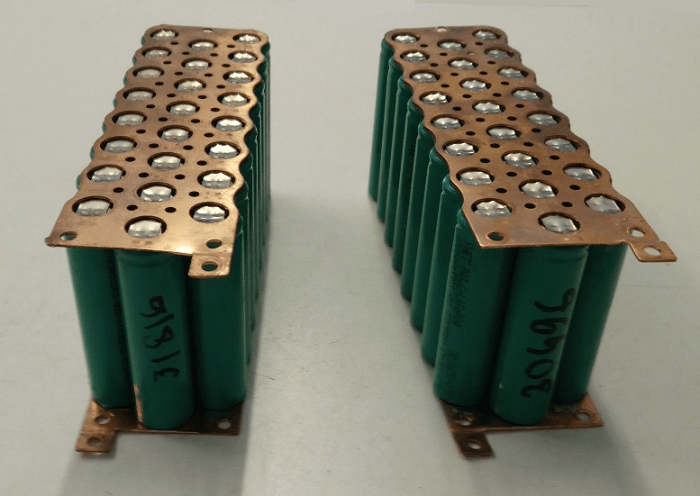
Darren2018 said:Here is my 22S14P VTC6 HG2 hybrid battery. I couldn't afford the extra VTC6 needed so I went with HG2.
There is a total of 470g of copper over the full battery.
I used 6mm squares of 0.1mm nickel and welded as close as I could to the corners to make the most of the 1750A my welding battery can supply. I learned that decreasing the current by 30% required almost 100% more weld time on my particular setup. Much past 30m/s is not worth it imo. I don't like to profile my tips too sharp due to the erosion so I will be making an adjustable current sandwich welder that will do 2500A for the more stubborn materials. I also want to experiment with dual pulses as this might be able to temporarily increase the resistance of the copper.
IMG_4592 copy.JPG
IMG_4588 copy.JPG
ridethelightning said:Darren2018 said:Here is my 22S14P VTC6 HG2 hybrid battery. I couldn't afford the extra VTC6 needed so I went with HG2.
There is a total of 470g of copper over the full battery.
I used 6mm squares of 0.1mm nickel and welded as close as I could to the corners to make the most of the 1750A my welding battery can supply. I learned that decreasing the current by 30% required almost 100% more weld time on my particular setup. Much past 30m/s is not worth it imo. I don't like to profile my tips too sharp due to the erosion so I will be making an adjustable current sandwich welder that will do 2500A for the more stubborn materials. I also want to experiment with dual pulses as this might be able to temporarily increase the resistance of the copper.
IMG_4592 copy.JPG
IMG_4588 copy.JPG
beautifully made pack. i made one similar then another one after that. i realised you dont need to do the zigzag pattern! it can be all done with straight diagonal shapes except the groups at the ends of the pack, still need some curvy tailoring. much quicker to cut out and weld that way.


ZiaMag said:Once I had the copper bus plates cut, I just had to stay fairly close the "slit" cutout with the weld probes, as I knew that cutout was dead center to the physical cell below it.
spinningmagnets said:Nothing wrong with using CNC or laser-cut/water-jet, but...the 0.10mm and 0.15mm copper sheet that seems to work well is easily cut by stout scissors.
ZiaMag said:File -> Document Properties -> Grids
Create a new axonometric grid. Inkscape defaults to isometric (120° angles) but you're not working in 3D space, just using the grid intersections as object center snapping points. Adjust major and minor line distances and reference the intersections as needed with the cells and space appropriately. This part took me a while. I did initially attempt to create a parametric openscad file with plans to publish it to thingiverse, but Inkscape proved to be easy quicker and more hands-on, also openscad is damn clunky.
spinningmagnets said:Nothing wrong with using CNC or laser-cut/water-jet, but...the 0.10mm and 0.15mm copper sheet that seems to work well is easily cut by stout scissors.
In reality, cutting the copper can be done with really lame scissors, even just an exacto blade. Why I used the CNC? Because A - the slits were the reference to the spot weld area. Kinda flying blind without the slit, so accuracy in that regard just made everything easier when it came down to positioning the weld probes.
And B - Logic is scarce in a garage machine shop. One could certainly argue the entire affair is preposterous... The easy part is using the overkill CNC at every opportunity. Getting it ordered, in the house, built up, and doing so with the wife present is the issue... there are no tool path techniques or CAM strategies on your side for that one. The CNC also made very easy, very very quick work of the needed shapes.
I used the painters tape and super glue method to hold the copper in place. A steep V-Bit with just enough depth of cut, one pass. High speed and feed rate. Dollar tree foam-board as the backing under the copper sheet.






I highly assume it was plated nickel. It welded like a charm. Also I never tested the pureness using the saltwater test.Frank said:Did you use *real* nickel strips, or nickel-plated steel?

spinningmagnets said:All previous evidence points to steel caps being the best material. Having them nickel-plated prevents corrosion in the future.
Nickel-plated steel for the win...
Steel has four times the resistance compared to nickel. This means that the kWeld watts are converted into enough heat to make a good weld-bead at a lower setting. Then, the kWeld will run cooler.
Another potential benefit is that since the Joules of power of the kWeld has a hard ceiling, using steel caps means that the copper can be thicker.
More experiments are needed, but...0.15 copper appears to be reliably welded when all of the components are optimized.
That thickness of copper will support the highest-amp 21700 cell.