This does not explain anything.Here is the complete document, where it is described why one side is making a getter connection.
Also a lot of other interesting things there to read.
This link was already posted a few posts above.
Page 8 / 464:
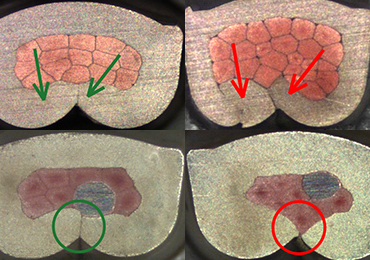
Description - yes, but Schultz describes it as well.The DC (Direct Current) input was applied to one electrode, and ground connection to another electrode. The heat generated at the end of one electrode tip is relatively greater than another tip due to the fact that there is only one direction of current flow as illustrated in Fig. 11 and Fig. 14. The uneven heat distribution on electrodes causes one electrode tip to wear faster than the other.
There are at least 2 documents that do some practical explaination of the matter:
The Effects of Polarity on the Resistance Welding Process
Fundamentals of Small Parts Resistance Welding
(no links, everybody can find them)
For example:
Shorter cycle - stronger efect.In resistance welding, both the weld heat and the size of the weld nugget can increase or decrease depending on the polarity of the current passing through the parts. This is caused by a phenomenon known as “The Peltier Effect”, which is present when the weld current flows in only one direction. The Peltier Effect can be used to help balance weld heat in certain applications. This can be very beneficial when welding parts of unequal thickness or dissimilar composition. Power supply technologies affected by this phenomenon include Capacitor Discharge, one-half cycle AC, Linear DC, and High Frequency Inverter. Although this effect is dominant only in the first few milliseconds of the weld, the increase or decrease of weld heat can be significant and should be considered any time one of these technologies is used.
Now when I weld nickel strips the weaker spot(the one on the positive electrode)is strong and requires enough force to rip it off.
When I weld 0.15Ni+0.1Cu the spot on the negative electrode comes always very strong and difficult to rip off but the spot on the positive it’s not so strong and sometimes it’s ripped off easily.
I tried to use bigger pressure on the positive electrode and less on the negative one and also the contrary but it doesn’t change much.
Is there something that I do wrong or is normal that one spot is stronger than the other?
- Longer cycle, which means lower current
- Different force, as you already did (But do you measure the difference in force and the force? Use scales.)
- Use Nickel plated steel instead of pure Nickel. Allows lower current.
- Different electrode material.













")